35#钢管离子渗氮的常见缺陷
一、硬度偏低
生产实践中,35#钢管渗氮后其表面硬度有时达不到工艺规定的要求,轻者可以返工,重者则造成报废。造成硬度偏低的原因是多方面的:有设备方面的原因,如系统漏气造成氧化;有选材方面的原因,如35#钢管选择不恰当;有前期热处理方面的原因,如基本硬度太低,表面脱碳等;有工艺方面的原因,如渗氮温度过高或过低,时间短或氮势不足而造成渗层太薄等等。只有根据具体情况,找准原因,题目才会得以解决。
二、硬度和渗层不均匀
装炉方式不当,气压调节不当(如供气量过大),温度不均,小孔、窄缝未屏蔽造成局面过热等均会造成35#钢管硬度和渗层不均匀。
三、变形超差
变形是难以杜尽的,对易变形件,采取以下措施,有利于减小变形。35#钢管渗氮前应进行稳定化处理(处理次数可以是几次)直至将渗氮前的变形量控制在很小的范围内(一般不应超过渗氮后答应变形量的50%);渗氮过程中的升、降温速度应缓慢;保温阶段尽量使35#钢管各处的温度均匀一致。对变形要求严格的工件,假如工艺许可,尽可能采用较低的氮化温度。
四、处观质量差
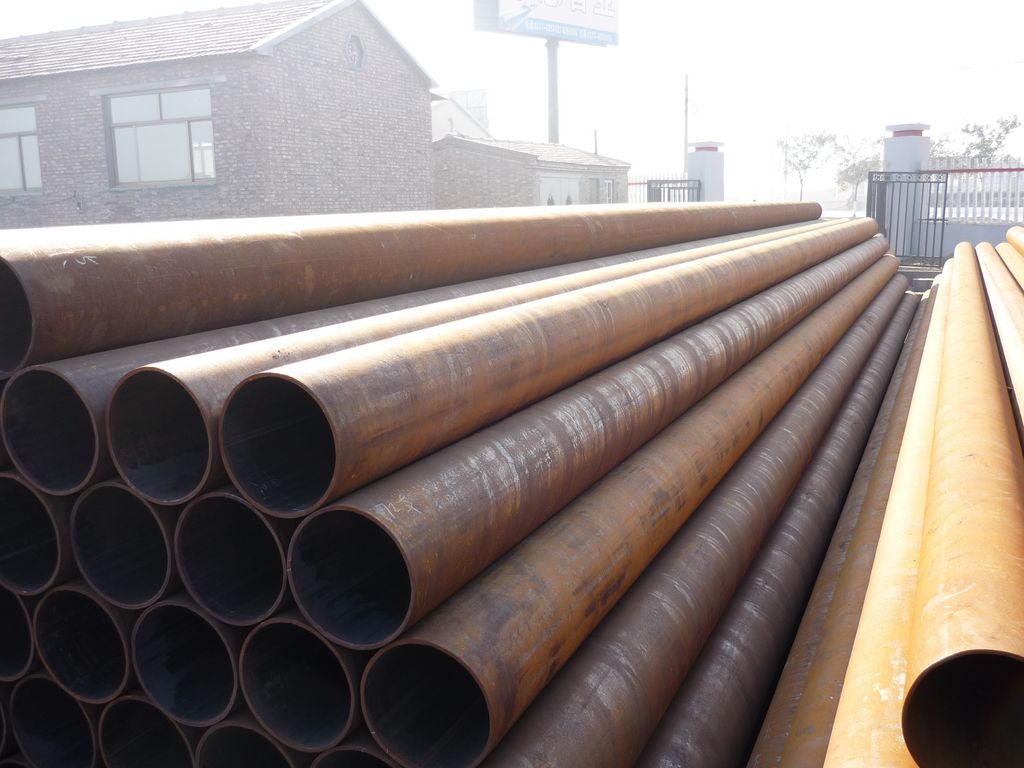
渗氮件出炉后首先用肉眼检查外观质量,35#钢管经渗氮处理后表面通常呈银灰色或暗灰色(不同材质的工件,离子氮化后其表面颜色略有区别),钛及钛合金件表面应呈金黄色。离子渗氮后35#钢管表面不应有明显的电弧烧伤和剥落等缺陷,这些要求在正常情况下是完全可以达到的。不正常的渗氮颜色有以下一些情况:
1、表面电弧烧伤:主要是由于35#钢管表面、35#钢管上的小孔中或焊接件的空腔内及组合件的接合面上存在含油杂质,引起强烈弧光放电所致。
2、表面剥落起皮:产生起皮的机理还不十分清楚,但在生产实践中,35#钢管表面清理不净、脱碳或气份中含氧量过多、氮化温度过高等有时会产生起皮。
3、表面发蓝或呈紫蓝色
这是氧化造成的,假如氧化是在渗氮结束后停炉过程中产生的,则仅影响外观质量,对渗层硬度、深度无影响。假如氧化是在渗氮过程中产生的,则将不仅影响到35#钢管产品外观,而且将直接影响到渗层硬度和深度。
表面发蓝的原因可能有:炉子系统漏气,气氛中含水及含氧量过多;工件各处的温度不均匀,温度过低的部位由于渗氮较弱而呈绿色;冷却时工件各部位冷速不一致,冷得慢的部位可能呈蓝色。
公司视产品质量如生命,始终坚持和贯彻“质量是企业生存之本,为用户提供满意的产品和服务是我们永恒的追求”的质量方针。生铁产品荣获国家 “银牌”奖和“全国用户满意产品”称号;35#钢管,35#无缝管,35#无缝钢管,35号钢管,35号无缝管系列产品2009年获山东省名牌产品称号,2010年被评为国家冶金产品实物质量金杯奖,并在国家技术监督局组织的同行业产品用户调查中,荣获铸管行业第一品牌称号。公司先后通过质量体系认证,瑞士“SGS ISO9001”质量管理体系认证,瑞士SGS产品质量认证,ISO14001环境管理体系、OSH18001职业安全健康管理体系认证,形成了完善的管理体系。
销售一部:0635-2993006 0635-2993005
销售二部:0635-2998125 0635-2998124
销售三部:0635-2996571 0635-2996572
Copyright © 2018 山东鹏鑫钢铁有限公司 版权所有
电话:15106358106 李经理 15553681371 王经理
邮箱:2756355558@qq.com 地址:山东省聊城市经济开发区蒋官屯工业园
热门标签:35号钢管 (366)35#无缝钢管 (350)35号无缝管 (345)35#钢管 (341)35#无缝管 (336)加工 (11)切割 (11)钢管 (11)无缝 (11)无缝钢管 (10) 更多